MATERIJALI
Dr Vladica Božić
Kompozitno-energetski spojevi
Proizvodi iz zamišljenih slika
Aditivna proizvodnja (eng. additive manufacturing-AM) predstavlja način proizvodnje gde se iz digitalnog modela dodavanjem materijala pomoću trodimenzionalne (3D) štampe stvara trodimenzionalan predmet. Trodimenzionalna štampa može da se zamisli kao štampa tankih horizontalnih slojeva koji predstavljaju horizontalni presek predmeta. Tehnologija je nastala 80-ih godina prošlog veka i u početku se koristila za izradu prototipova. Ali sa napretkom 3D štampe, počinje sve više da se koristi za serijsku proizvodnju u gotovo svim industrijama. Pošto ova tehnologija omogućava potpunu kontrolu nad geometrijom, mikrostrukturom i sastavom proizvoda, poslednjih godina je znatno poraslo interesovanje za njenu primenu kod energetskih materija, supstanci sposobnih da brzo oslobode energiju putem sagorevanja, deflagracije ili detonacije.
Izrada prototipa složenog oblika pomoću 3D štampe |
Aditivna proizvodnja se može primeniti za izradu kompozitnih čvrstih raketnih goriva, pirotehnike i eksploziva koji se obično sastoje od čvrstih oksidanasa (npr. amonijum perhlorat-AP, amonijum nitrat-AN, RDX, HMX), metalnih goriva (npr. aluminijum-Al, magnezijum, bor) i polimernih veziva (npr. polibutadien sa hidroksilnim završetkom-HTPB ili energetska veziva kao što su GAP, BAMO, AMMO). Za proizvodnju ovih energetskih materija se tradicionalno koriste tehnike livenja, presovanja i ekstruzije. One su vrlo efikasne ali imaju ograničenja pri izradi složenih geometrija raketnih punjenja. I fleksibilnost obrade često je rizična pri rukovanju opremom tokom proizvodnje. Ova ograničenja su podstakla interesovanje za aditivnu proizvodnju kao tehnologiju koja omogućava prevazilaženje geometrijske, strukturne i operativne nefleksibilnosti konvencionalnih načina proizvodnje. Kako se kod nje proces izrade izvodi sloj po sloj, to omogućava preciznu kontrolu nad prostornom raspodelom materijala i složenim unutrašnjim geometrijama.
Prostorna kontrola daje veliku prednost pri korišćenju kompozitnih energetskih materija jer omogućava projektovanje i izradu složenih unutrašnjih geometrija i elemenata (npr. funkcionalno gradirani sastavi i minijaturni uređaji za paljenje), koji se mogu koristiti za promenu brzine sagorevanja i povećanje ukupnih balističkih performansi raketnih punjenja ili energetskih uređaja. Primena aditivne proizvodnje kod energetskih materija omogućava nove pristupe pri projektovanju raketnih punjenja i eksplozivnih uređaja jer omogućava prilagođavanje profila sagorevanja, poboljšano oslobađanje energije, poboljšanu mehaničku integraciju u pogonske ili oružane sisteme i poboljšanu bezbednost i efikasnost u toku proizvodnje. Sa druge strane, mogući rizici pri preradi visoko reaktivnih smeša zahtevaju stroge bezbednosne protokole i inovativne strategije izrade na niskim temperaturama. Nedavni napredak sa termoplastičnim energetskim nitima (filamentima) za 3D štampače i fotoočvršljivim energetskim polimerima omogućio je preciznu izradu energetskih uređaja malih dimenzija sa visokim performansama.
Tehnike za energetske materijale
Primena aditivne proizvodnje kod kompozitnih energetskih materija zahteva pažljiv izbor metoda izrade koje su prilagođene reološkim, termičkim i bezbednosnim ograničenjima ovih materija i njihovih sirovina jer nisu sve od ovih tehnologija pogodne za upotrebu sa reaktivnim ili osetljivim energetskim komponentama. Nekoliko tehnika koje su pogodne za upotrebu sa energetskim materijama su:
1. Direktno pisanje mastilom (eng. Direct Ink Writing-DIW) je najšire korišćena tehnika aditivne proizvodnje za energetske materije zbog relativno niske temperature obrade i prilagodljivosti pastoznim materijalima. U ovoj metodi, mastilo visokog viskoziteta koje obično sadrži čestice oksidansa i goriva dispergovanih u polimernom vezivu se ekstrudira kroz finu mlaznicu pod pneumatskim ili mehaničkim pritiskom i nanosi sloj po sloj prema digitalnom modelu.
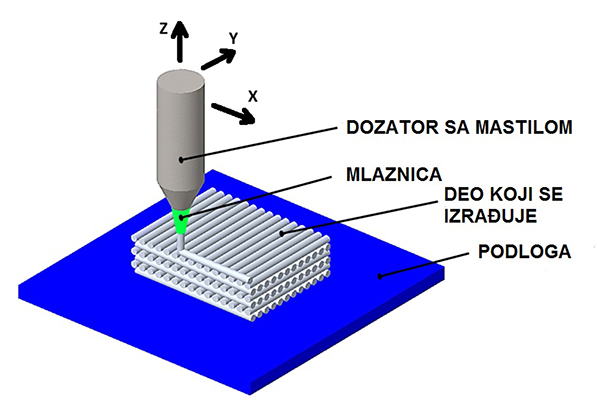
Šematski prikaztehnike direktnog pisanja mastilom |
Štampanje mastila je određeno njegovim reološkim ponašanjem, posebno svojstvima smicanja i viskoelastičnim oporavkom. Sastavi moraju imati 70-85% (težinski) čvrstih čestica da bi se postigla odgovarajuća gustina energije, što zahteva pažljivu kontrolu raspodele veličine čestica, modifikaciju površine i sastava veziva kako bi se održala ekstrudibilnost. Ova tehnika omogućava izradu širokog spektra energetskih materija sa različitim vezivima uključujući raketna goriva na bazi AP/Al/HTPB, a posebno je pogodna za termitne i nanotermitne smeše.
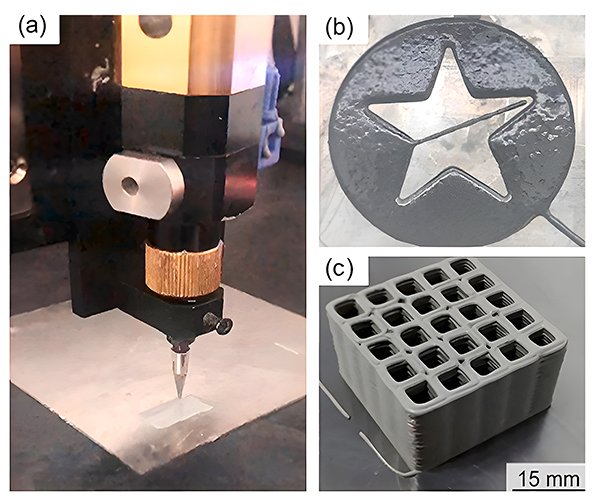
a) Uređaj za DIW koji se koristi za izradu goriva b) uzorak punjenja sa kanalom u obliku zvezde i c) mrežastastrukturakojisunapravljeniovimuređajem |
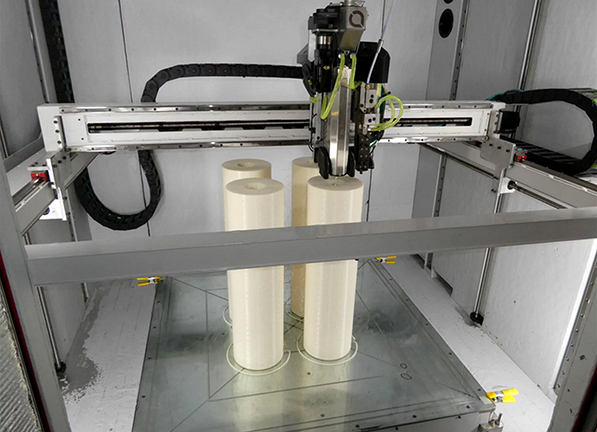
2. Modelovanje taloženjem rastopljenog materijala (eng. Fused Deposition Modeling-FDM) koristi ekstruziju termoplastične niti (filamenta) kroz zagrejanu mlaznicu, gde se topi i taloži sloj po sloj da bi se napravila 3D struktura. Za energetske materije, nit mora da sadrži energetske punioce (npr. AP, RDX ili Al) koji su ravnomerno raspoređeni unutar kompatibilnog termoplastičnog veziva kao što su polietilen, polikaprolakton ili termoplastični poliuretan što njihovu proizvodnju sa adekvatnim mehaničkim svojstvima i pouzdanim termičkim ponašanjem čini složenom. Ograničavajući faktor pri izradi energetskih materijala ovom tehnikom je njihova termička osetljivost jer povišene temperature mlaznice (obično 180-230°C) predstavljaju rizik od paljenja, posebno za sastave energetskih materija sa niskom termičkom stabilnošću. Zbog toga je ova tehnika pogodnija za izradu niskoenergetskih ili sastava manje osetljivosti, ili za inertne makete energetskih uređaja. U toku su istraživanja usmerena na razvoj termoplastike za niske temperature i desenzibilizovanih sastava kako bi se ublažili bezbednosni rizici.
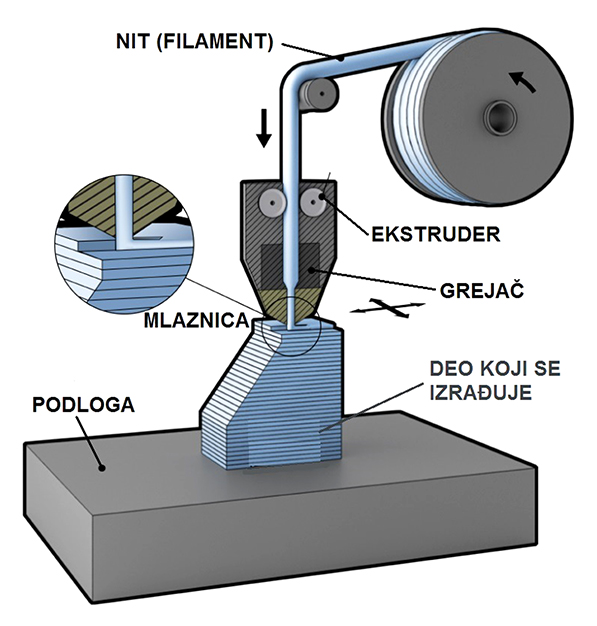
Šematski prikaz tehnike modelovanja taloženjem rastopljenog materijala |
3. Stereolitografija (eng. Stereolithography-SLA) i digitalna obrada svetlom (eng. Digital Light Processing-DLA) su tehnike zasnovane na fotopolimerizaciji koja koriste UV ili vidljivu svetlost za očvršćavanje tečne smole sloj po sloj. Ove tehnike omogućavaju štampanje premeta visoke rezolucije (ispod 0,1 mm) i odlične završne obrade površine, što ih čini idealnim za izradu mikroskopskih energetskih uređaja i upaljača. Da bi se SLA/DLP primenile u energetskim materijalima, fotoočvršćive smole moraju biti pomešane sa energetskim puniocima (npr. nanočesticama Al, CL-20) i fotoinicijatorima kompatibilnim sa energetskim sistemima. Alternativno, za formiranje energetskih veziva direktno nakon očvršćavanja mogu se koristiti energetski monomeri i oligomeri (npr. akrilirani GAP). Iako obećavajuće, ove tehnike su još uvek u početnim fazama razvoja zbog ograničenog izbora odgovarajućih energetskih fotopolimera i mogućeg rizika od nakupljanje toplote tokom izlaganja svetlosti.
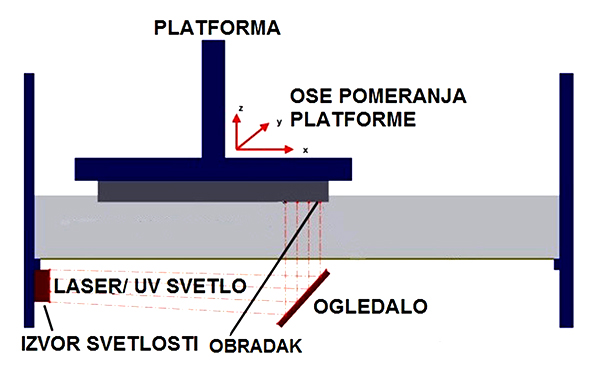
Šematski prikaz tehnika stereolitografije ili digitalne obrada svetlom |
4. Metode zasnovane na prahu (eng. Powder-Based Methods) koriste razne tehnike za spajanje nanetog praškastog materijala. Među njima su selektivno lasersko sinterovanje (eng. Selective Laser Sintering-SLS) gde se visokoenergetski laser koristi za spajanje slojeva praškastih materijala i veziva, topljenje elektronskim snopom (eng. Electron Beam Melting-EBM) gde se kao izvor energije za spajanje koristi elektronski snop, i mlazno nanošenje veziva (eng. Binder Jetting-BJ) kod kojeg se preko sloja praha poprečno nanosi sloj veziva što se ponavlja dok se ne odštampa svaki sloj do punog oblika, nakon čega sledi naknadna obrada kao što je infiltracija sa očvršćavanjem. Iako se široko primenjuju za izradu metalnih i keramičkih proizvoda, ove aditivne tehnike su za energetske materije još uvek uglavnom eksperimentalne zbog visokog rizika od paljenja prilikom korišćenja izvora toplote pri izradi.
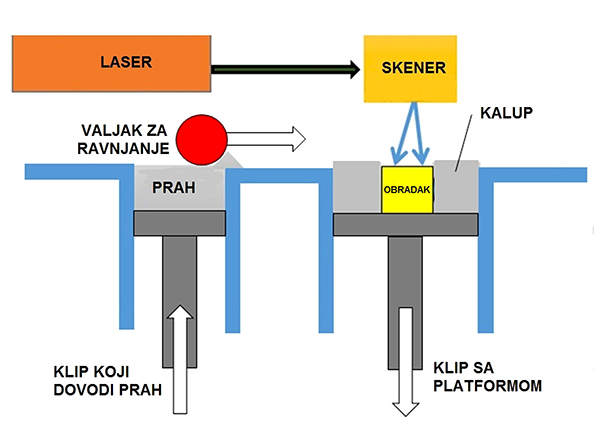
Šematski prikaz tehnike selektivnog laserskog sinterovanja |
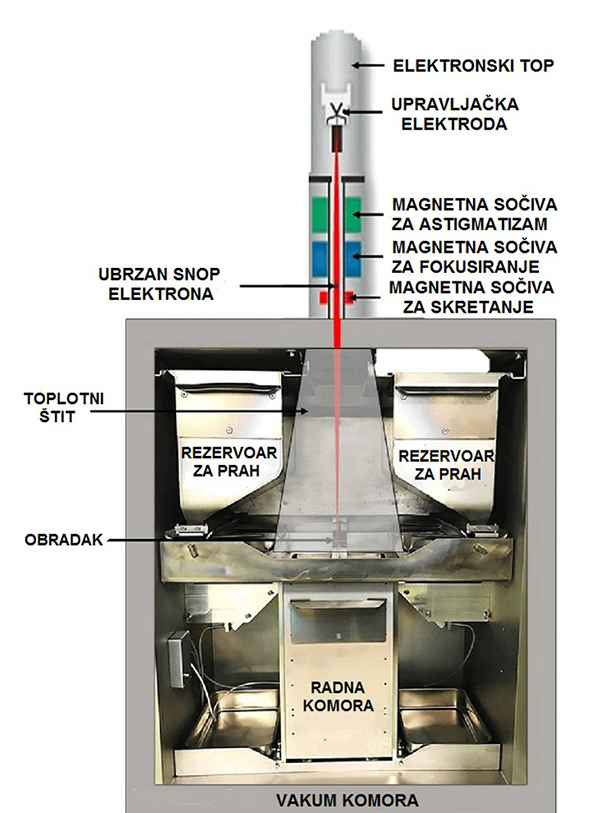
Šematski prikaz uređaja zatopljenje elektronskim snopom |
Opisane tehnike aditivne proizvodnje omogućavaju izradu pogonskih punjenja složenih geometrija koja mogu imati optimizovanu površinu sagorevanja. Takođe, štampanje korišćenjem različitih materija sa promenljivim sastavom omogućava izradu raketnih punjenja sa drugačijim energetskim osobinama po slojevima, što omogućava njihovo projektovanje sa gradiranim brzinama sagorevanja (promenjivim duž njihovog radijusa, dužine ili slojeva) ili integrisanim upaljačima i pirotehničkim elementima. Njihovim korišćenjem u projektovanju i izradi je moguće upravljanje potiskom rakete tokom leta bez promena u geometriji komore. Sa nekim od ovih tehnika je moguća upotreba prethodno pomešanih, ekstrudiranih mešavina na sobnoj temperaturi, čime se smanjuje potreba za livenjem pod visokim pritiskom.
Raketna punjenja i energetsko/pirotehnički uređaji
Tehnike aditivne proizvodnje omogućavaju projektovanje i proizvodnju energetskih ili pirotehničkih uređaja koji ranije nisu bili mogući korišćenjem konvencionalnih načina proizvodnje, među kojima je jedan od najperspektivnijih izrada naprednih raketnih motora na čvrsto gorivo. Tradicionalne geometrije raketnih punjenja kao što su puni cilindar ili cilindar sa različitim oblicima unutrašnjih kanala (prorez, zvezda, prsten) mogu se zameniti složenim 3D strukturama štampanim sloj po sloj, što omogućava precizno oblikovanje krive potiska i poboljšanu balističku stabilnost i efikasnost sagorevanja goriva. Korišćenje složenih geometrija i gradiranih sastava raketnih goriva omogućava projektovanje i izradu raketnih punjenja sa dvorežimskim potiskom, gde deo sa visokim potiskom (buster) kontinuirano prelazi u deo punjenja koji daje niži potisak (marševski deo). Kontrolisanjem prostorne raspodele sastava čvrstog goriva (npr. promenom odnosa oksidansa i goriva ili vrste veziva), gradirana pogonska punjenja mogu imati precizniju promenu brzine sagorevanja i potiska nego ona proizvedena tradicionalnom metodom livenja. Složene geometrije otvora i unutrašnjih kanala na raketnom punjenju koje se izrađuju 3D štampom kao i promena površine sagorevanja kod gradiranih sastava omogućavaju bolje upravljanje gasovitim produktima koji nastaju pri sagorevanju, čime se poboljšava stabilnost sagorevanja punjenja i smanjuje efekat erozivnog sagorevanja, i tako optimizuje unutrašnji protok gasova u komori motora.
Preciznost u geometriji izrade, sastavu i količini materijala koji se postiže aditivnom proizvodnjom omogućuje bolju kontrolu vremena kašnjenja i izlazne energije kod pirotehničkih uređaja kao što su inicijatori, detonatori, upaljači, eksplozivni lanci i baklje. Ovo je posebno korisno za podešavanje vremena kašnjenja kod upaljača i drugih uređaja koji se primenjuju u vazduhoplovstvu, raketnoj tehnici, vojnim minsko-eksplozivnim sredstvima i rudarstvu. Aditivna proizvodnja omogućava izradu inicijatora sa ugrađenim tankim slojevima termitnih, nanotermitnih i drugih pirotehničkih smeša, kao i drugih materijala za generisanje gasa čime se dobijaju kompaktni višefunkcioni uređaji. Redosled i debljina slojeva mogu se precizno podešavati kako bi se optimizovalo kašnjenje paljenja, ostvareni pritisak i širenje plamena. Takođe se i baklje, vatromet, dimne bombe i slični pirotehnički uređaji mogu, pomoću ove tehnike, naneti štampom sa različitim sastavima u složenije oblike ili kućišta, koji pri sagorevanju mogu dati poboljšan izgled u vidljivom ili infracrvenom spektru. Aditivna proizvodnja takođe omogućava nova konstruktivna rešenja njihovih kućišta, čime se može uticati na vreme gorenja i karakteristike raspršivanja.
Pored običnog sagorevanja ili stvaranja potiska, aditivna proizvodnja energetskih materija omogućava njihovo integrisanje u strukturne elemente. Takvi delovi istovremeno nose teret ali i oslobađaju energiju pri udaru ili paljenju, što stvara nove mogućnosti pri projektovanju municije kao što su obloge bojevih glava koje se mogu štampati sa ugrađenim slojevima eksploziva. Kombinacije energetskih i metalnih materijala (npr. Al/PTFE, Al/CuO) mogu se tako oblikovati da kontrolišu fragmentisanje i posledice udara. Time se postiže ciljano oblikovane efekta detonacije čime se poboljšava njihovo ponašanje pri eksploziji. Ugradnja energetskih sastava u noseće strukture ili kućišta omogućava izradu multifunkcionalnih sistema koji su istovremeno i kućišta i izvor energije, što može smanjiti masu celog uređaja i povećati njegovu efikasnosti što je posebno važno kod aeronautičkih sistema.
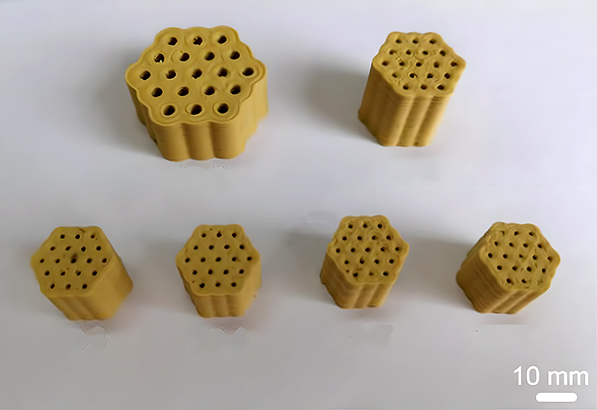
Punjenja različitih dimenzija u obliku rozete sa 19 otvora napravljenih 3D štampom od dvobaznog goriva |
Raketna punjenja i energetsko/pirotehnički uređaji
Tehnike aditivne proizvodnje omogućavaju projektovanje i proizvodnju energetskih ili pirotehničkih uređaja koji ranije nisu bili mogući korišćenjem konvencionalnih načina proizvodnje, među kojima je jedan od najperspektivnijih izrada naprednih raketnih motora na čvrsto gorivo. Tradicionalne geometrije raketnih punjenja kao što su puni cilindar ili cilindar sa različitim oblicima unutrašnjih kanala (prorez, zvezda, prsten) mogu se zameniti složenim 3D strukturama štampanim sloj po sloj, što omogućava precizno oblikovanje krive potiska i poboljšanu balističku stabilnost i efikasnost sagorevanja goriva.
Različiti oblici punjenja malih dimenzija dobijeni 3D štampom |
Korišćenje složenih geometrija i gradiranih sastava raketnih goriva omogućava projektovanje i izradu raketnih punjenja sa dvorežimskim potiskom, gde deo sa visokim potiskom (buster) kontinuirano prelazi u deo punjenja koji daje niži potisak (marševski deo). Kontrolisanjem prostorne raspodele sastava čvrstog goriva (npr. promenom odnosa oksidansa i goriva ili vrste veziva), gradirana pogonska punjenja mogu imati precizniju promenu brzine sagorevanja i potiska nego ona proizvedena tradicionalnom metodom livenja. Složene geometrije otvora i unutrašnjih kanala na raketnom punjenju koje se izrađuju 3D štampom kao i promena površine sagorevanja kod gradiranih sastava omogućavaju bolje upravljanje gasovitim produktima koji nastaju pri sagorevanju, čime se poboljšava stabilnost sagorevanja punjenja i smanjuje efekat erozivnog sagorevanja, i tako optimizuje unutrašnji protok gasova u komori motora.
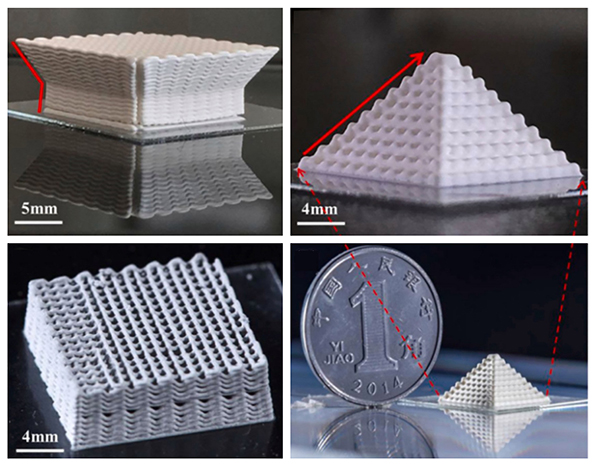
Različiti oblici punjenja malih dimenzija dobijeni 3D štampom |
Preciznost u geometriji izrade, sastavu i količini materijala koji se postiže aditivnom proizvodnjom omogućuje bolju kontrolu vremena kašnjenja i izlazne energije kod pirotehničkih uređaja kao što su inicijatori, detonatori, upaljači, eksplozivni lanci i baklje. Ovo je posebno korisno za podešavanje vremena kašnjenja kod upaljača i drugih uređaja koji se primenjuju u vazduhoplovstvu, raketnoj tehnici, vojnim minsko-eksplozivnim sredstvima i rudarstvu. Aditivna proizvodnja omogućava izradu inicijatora sa ugrađenim tankim slojevima termitnih, nanotermitnih i drugih pirotehničkih smeša, kao i drugih materijala za generisanje gasa čime se dobijaju kompaktni višefunkcioni uređaji. Redosled i debljina slojeva mogu se precizno podešavati kako bi se optimizovalo kašnjenje paljenja, ostvareni pritisak i širenje plamena. Takođe se i baklje, vatromet, dimne bombe i slični pirotehnički uređaji mogu, pomoću ove tehnike, naneti štampom sa različitim sastavima u složenije oblike ili kućišta, koji pri sagorevanju mogu dati poboljšan izgled u vidljivom ili infracrvenom spektru. Aditivna proizvodnja takođe omogućava nova konstruktivna rešenja njihovih kućišta, čime se može uticati na vreme gorenja i karakteristike raspršivanja.
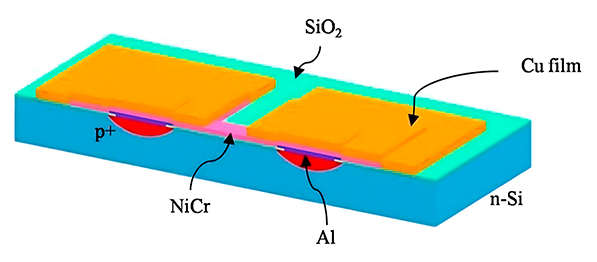
Nikl-hrom upaljač integrisan sa TVS diodomse ugrađuje umikro-elektromehaničke(MEMS) elektro-eksplozivne uređaje |
Pored običnog sagorevanja ili stvaranja potiska, aditivna proizvodnja energetskih materija omogućava njihovo integrisanje u strukturne elemente. Takvi delovi istovremeno nose teret ali i oslobađaju energiju pri udaru ili paljenju, što stvara nove mogućnosti pri projektovanju municije kao što su obloge bojevih glava koje se mogu štampati sa ugrađenim slojevima eksploziva. Kombinacije energetskih i metalnih materijala (npr. Al/PTFE, Al/CuO) mogu se tako oblikovati da kontrolišu fragmentisanje i posledice udara. Time se postiže ciljano oblikovane efekta detonacije čime se poboljšava njihovo ponašanje pri eksploziji. Ugradnja energetskih sastava u noseće strukture ili kućišta omogućava izradu multifunkcionalnih sistema koji su istovremeno i kućišta i izvor energije, što može smanjiti masu celog uređaja i povećati njegovu efikasnosti što je posebno važno kod aeronautičkih sistema.
Minijaturizacija pirotehničkih uređaja
Aditivna proizvodnja je omogućila minijaturizaciju pirotehničkih aktuatora koji se koriste u mehanizmima za rasklapanje ili razdvajanje u vazduhoplovstvu, raketnim i svemirskim letelicama i elektronici. Kod ovih uređaja se primenjuje brzo i lokalizovano oslobađanje energije iz pirotehničkog punjenja mikro razmera. Slično tome, minijaturni linearni aktuatori koji sadrže nanotermitnu smešu u količini od pikograma do miligrama se mogu direktno integrisati u mehaničke veze za brz mehanički odziv. Moguće je i direktno nanošenje malih količina eksplozivno/pirotehničkih smeša u inicijatorima, detonatorima i upaljačima, čime se smanjuje njihova veličina.
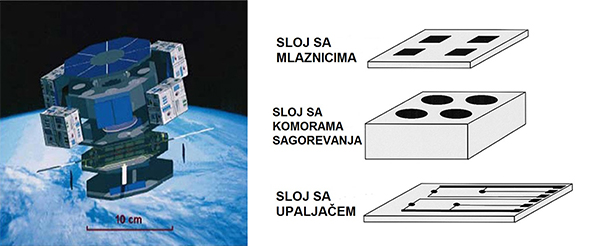
Nanosatelit i šema ugrađenog mikropotisnika |
Pored toga, sa aditivnim tehnikama je moguća izrada minijaturnih uređaja kao što su potisnici koji su zasnovani na mikro-elektromehaničkim sistemima (MEMS), koje je teško ili nemoguće proizvesti tradicionalnim tehnikama. Mikropotisnici koji omogućavaju preciznu kontrolu položaja KubSatova (eng. CubeSat) i drugih malih veštačkih satelita do 10 kg mase (nanosateliti) koji se kreću u svemiru, ranije ograničeni zapreminom i problemima u izradi, korišćenjem aditivnih tehnika se mogu proizvoditi sa ugrađenim gorivom, mlaznicima i sistemima za paljenje. Time je omogućeno projektovanje nove klase mikropropulzivnih pogonskih jedinica male mase i visoke efikasnosti.
Trenutno je većina istraživanja u oblasti aditivne proizvodnje kompozitnih energetskih materija ograničena na izradu u laboratorijskim uslovima. Prelazak na industrijsku proizvodnju u punom obimu zahteva rešavanje brojnih pitanja vezanih za ponovljivost i prilagodljivost samog procesa uz obezbeđivanje dugoročne stabilnosti skladištenja i transporta. Kako se ova oblast razvija, integracija alata za digitalno projektovanje, praćenje procesa u realnom vremenu i prediktivno modeliranje ponašanja sagorevanja igraće sve važniju ulogu u unapređenju aditivne proizvodnje kako bi se sa laboratorijske demonstracije prešlo na serijsku proizvodnju energetskih sastava i uređaja.
Dr Vladica Božić
Kompletni tekstove sa slikama i prilozima potražite u magazinu
"PLANETA" - štampano izdanje ili u ON LINE prodaji Elektronskog izdanja
"Novinarnica"
|











































































































































